产品分类
- 光谱分析仪
- 高频红外金属材料元素分析系统
- 电弧红外金属材料元素分析系统
- 金属材料元素分析系统
- 高频红外碳硫分析仪
- 电弧红外碳硫分析仪
- 铁水碳硅锰快速分析仪
- 炉前铁水碳硅分析仪
- 智能管理铁水分析仪
- 钢水/铁水测温仪 热电偶
- 碳硫分析仪
- 三元素分析仪
- 电脑多元素分析仪
- 微机高速分析仪
- 金相分析仪(系统)
- 铝合金分析仪
- 铜合金分析仪
- 铁矿石分析仪
- 电子天平和分析天平
- 燃烧炉
- 硬度计
- 专用添加剂及配件
- 更多化验分析设备
- HXD-6C型铁水炉前质量管理仪(铁水...
- 炉前碳硅分析仪
- 五元素分析仪器
- 不锈钢分析仪
- 钢材分析仪器
- 蠕铁金属成分分析仪器HX型
- 铸造材料分析仪
- 铸铁材料化验仪器
- 钢水测温仪厂家
- 枪表一体式铸造测温仪 铁水测温仪 钢水...
- 钢水测温仪HX-W330
- HXD-6C型炉前铁水质量管理仪器(铁...
- HXD-6C型炉前铁水质量管理仪哪里的...
- 南京炉前碳硅分析仪
- 炉前分析仪
- 带打印炉前铁水碳硅分析仪HXD-1C型
- 可打印炉前铁水碳硅分析仪 南京华欣HX...
- 带打印灰铁球铁铁水碳硅分析仪
- 高频红外铁矿石分析仪
- 高频红外碳硫分析仪化验铁精粉
- 高频红外碳硫分析仪(大高频)HX-HW...
- 滚珠轴承钢元高频红外碳硫分析仪
- 高频红外碳硫分析仪HX-HW8B型
- 钢铁碳硫分析仪
- 碳硫仪
- 碳硫测定分析仪
- 合金钢分析仪
- 金属含量化验仪器
- 不锈钢分析仪价格
- 碳硫分析仪
- Q235材质检测仪哪里有
- HXD-4C型铁水碳硅锰分析仪
- 碳硅锰分析仪HXD-4C型
- 高频红外碳硫分析仪技术应用
- HXD-4C型铁水碳硅锰分析仪
- 铁液碳硅锰化验仪
- 火花直读光谱仪价格
- 智能铁水分析仪HXD-6C型
- 炉前铁水分析仪
- 炉前铁水管理仪
- 不锈钢元素含量分析仪
- 金相组织分析仪
- 不锈钢全谱光谱分析仪
- 厂价直销带打印功能炉前碳硅铁水分析仪价...
- 碳硫仪厂家排名
- 碳硅分析仪采购
- HXD-6C型智能铁水管理仪
- 钢坯材质红外碳硫分析仪
- 不锈钢红外碳硫分析仪
- 国产光谱分析仪
- 碳硫联测分析仪哪里生产的好
- 全谱直读光谱仪
- 高频红外碳硫仪价格
- 碳硫仪价格
- 碳硅炉前分析仪价格
- 全谱直读光谱仪哪里生产的好?
- 多元素快速分析仪南京华欣
- 碳硅炉前分析仪
- 电脑碳硫分析仪器价格
- 炉前成套化验仪器
- 钢铁金相分析仪HX-JX2型
- 金相分析仪厂家
- 国产直读光谱仪哪家好
- 台式全谱直读光谱仪价格
- 钢材成分分析仪器
- 电脑碳硫分析仪,电脑碳硫分析仪价格,电...
- 高频多元素一体化分析仪的鼻祖
- 316L超低碳不锈钢红外碳硫分析仪
- 南京华欣直读光谱仪
- HX-750型光电直读光谱仪价格指导
- 耐磨铸件分析仪
- 金属光谱分析仪价格 金属光谱分析仪型号
- 火花直读光谱仪哪里好?
- 金属光谱分析仪哪里好?
- 合金钢碳硫分析仪 南京华欣HXE-3B...
- 高炉铁水分析仪器
- 普碳钢金属红外碳硫分析仪
- 球铁铸造炉前铁水成分分析仪 南京华欣H...
- 车轴铸造材料元素含量分析仪 南京华欣H...
- 钢铁元素快速联测分析仪
- 球墨铸铁盘插分析仪
- 铸钢件成份分析仪
- 高速钢碳硫分析仪
- 可锻铸铁坯件分析仪
- 钢材材料中化学元素成分化验仪器
- 索具材质分析仪 碳硫锰磷硅分析仪
- 大屏幕炉前碳硅仪_大屏幕炉前碳硅仪价格
- HX-W330钢铁测温仪
- 黑色金属分析仪价格_金属元素分析仪厂家...
- HX-W330钢铁测温仪
- HX-W330钢铁水测温分析仪
- 火花光电直读光谱仪HX-750型
- 火花直读光谱仪价格 厂家
- 高频红外碳硫仪哪里的好?
- 定碳杯 热分析样杯 浇样杯
- 不锈钢检测设备厂家及价格
- 金属元素含量分析仪
- 光电直读光谱仪价格指导
- 铸造材料元素分析仪厂家直销
- 炉前铸造铁水测温仪_铸造测温仪价格_铸...
- 金属多元素联测分析仪
- 不锈钢金属成分分析仪
- 南京电弧红外碳硫分析仪
- 电脑多元素分析仪器
- 南京红外高频碳硫测定仪器
- 红外高频碳硫测定仪
- 碳硫快速分析仪
- 华欣炉前碳硅分析仪
- 不锈钢金相分析仪
- 炉前铁水分析仪HX-W330
- 不锈钢材质检测仪
- 铸造测温仪HX-W600型
- 无线式大屏幕铸造测温仪HX-W660型
- 炉前铝液测温仪HX-W330
- 炉前铜液测温仪HX-W330
- 炉前钢水测温仪HX-W330
- 炉前检测仪器
- 金属铸造元素分析仪价格
- 金属元素分析仪 材料化验仪器
- 炉前铁水测温仪HX-W330
- 铸造材料用分析仪
- 铁水测温仪
- 铁水测温仪HX-W660型
- 铁水测温仪HX-W330
- 多元素快速分析仪
- 钢铁成分检测仪
- 金属成分测试仪
- 金属钢铁分析仪价格
- 钢铁碳硫分析仪
- 钢铁材料分析仪
- 钢铁分析仪
- 碳硫检测分析仪
- 智能铁水管理仪全新功能
- 金相图谱分析
- 金相图谱分析仪
- 金属元素检测仪
- 铜材分析仪
- 南京金属材料分析仪
- 南京金属元素分析仪
- 华欣金属材料分析仪
- 元素检测分析仪
- 碳硫元素含量分析仪
- 南京碳硫测定仪
- 华欣碳硫测定仪
- 碳硫测定仪
- 不锈钢材质方面分析仪
- 碳硫检测仪器
- 碳硫检测设备
- CS分析仪
- 钢铁碳硫仪
- 钢铁碳硫分析仪
- HXD-4C型铁水碳硅锰快速分析仪
- 碳硫分析仪厂家直销
- 金属材质分析仪价格
- 金属材质分析仪
- 碳硫检测仪
- 化学含量分析仪
- 紧固件材料元素分析仪
- 钢材多元素分析仪
- 金属化学含量分析仪
- 化学元素分析仪器
- 金属化学分析仪
- 稀有金属专用高频红外碳硫分析仪
- 测粉末专用高频红外碳硫分析仪
- 炉前铁水分析仪介绍
- 智能碳硫分析仪
- 碳硫分析仪型号汇总
- 钢屑铁屑分析仪器
- 五元素分析仪实用型
- 铁精粉化验仪器
- 五大元素碳硫锰磷硅分析仪
- 实用型炉前铁水分析仪
- 智能炉前碳硅分析仪
- 炉前铁水质量分析仪HXD-5C型
- 光电直读光谱仪HX-750型
- 华欣炉前铁水分析仪
- 金属五大元素分析仪方案
- 炉前碳硅分析仪主要技术特点
- 碳硫锰磷硅分析仪器
- 钢铁五大元素分析仪方案
- 火花光电直读光谱分析仪HX-750型
- 国产直读光谱仪
- 多元素分析仪
- 炉前碳硅仪
- 华欣炉前碳硅分析仪
- 铸铁碳硅分析仪
- 红外碳硫仪主要技术参数
- 华欣碳硫仪
- 炉前碳硅分析仪
- 炉前快速碳硅分析仪器
- 金属碳硫分析仪价格
- 碳硫分析仪价格 金属材料分析
- 华欣金属材料分析仪器
- 高频红外碳硫分析仪报价
- 南京高频红外碳硫分析仪
- 金属高速元素分析仪
- 快速元素分析仪
- 多元素快速分析仪
- 不锈钢成分测试仪哪有
- 不锈钢成分测试仪
- 华欣金属材料分析仪
- 钢热处理金相分析仪
- 金相分析仪价格
- 碳硫分析仪生产厂家直销
- 碳硫分析仪厂家
- 不锈钢牌号判断
- 台式全谱光谱分析仪HX-750(CCD...
- 金属钢铁类分析仪
- 华欣红外碳硫分析仪价格
- 碳硫分析仪的型号
- 红外碳硫分析仪生产厂家
- 电脑碳硫分析仪
- 碳硫分析仪参数
- 碳硫分析仪电弧炉参数
- 红外碳硫分析仪生产厂家
- 红外碳硫分析仪
- 红外碳硫分析仪厂软硬件设施
- 高频红外碳硫分析仪价格报价
- 黑色金属分析仪
- 金属多元素分析仪
- 铸造分析仪
- 金属元素分析仪生产厂家
- 金相分析仪价格
- 碳硫分析仪厂家
- 红外碳硫分析仪价格
- 华欣高频红外碳硫分析仪感应燃烧炉
- 南京红外碳硫分析仪价格
- 碳硅分析仪价格
- 南京多元素分析仪
- 南京红外碳硫分析仪
- 碳硫分析仪生产厂家
- 不锈钢分析仪
- 高频红外碳硫分析仪价格
- 铁合金红外碳硫分析仪
- 硅锰合金高频红外碳硫分析仪
- 铸造材料分析仪器
- 铸钢分析仪
- 金属材料理化分析仪
- 五大元素分析仪
- 钢铁元素分析仪
- 碳硫锰磷硅化学元素分析仪
- 五元素分析仪器
- 钢水测温仪
- 热处理金相分析仪
- 金属含量分析仪
- 华欣五元素分析仪
- 铁水分析仪
- 炉前铁水分析仪
- 碳硅分析仪
- 理化分析仪器
- 金属化学元素分析仪
- 有线大屏幕熔炼测温仪HX-W600型
铸件缺陷种类繁多,影响铸件质量的因素存在于与铸件生产有关的每道工序中,如图1所示。大型铸件的特点是尺寸大,即体积大、质量重、浇注的铁液多、壁厚相对较厚,形状有的简单、有的复杂;不同领域的铸件,具有不同的要求。大型铸件浇注系统设计及浇注需掌握的主要原则为分散底注(分层注人效果最好),快速浇注(多加出气冒口),高温浇注(加强芯子排气)。
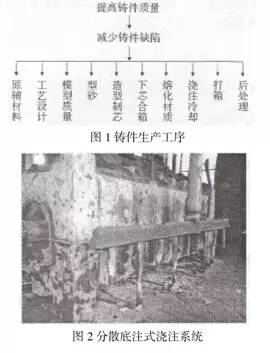
1.分散底注式浇注图2为分散底注式浇注系统图。优点:有利于金属液平稳地充满铸型;减少金属液氧化,对型、芯冲击力小;防止造成冲砂,减小紊流,减少气体裹人;有利于型腔气体的排出:有利于除渣:避免各部温差过大,有利于减少铸件收缩应力,对长、薄铸件有利于减小变形量,有利于防止裂纹缺陷发生。
缺点:如果充型时间过长,金属液在型腔上升中长时间与空气接触,表面易生成氧化皮(需快速浇注予以克服);铸件下部温度高,不利于补缩(对灰铸铁件影响不大)。
2.快速浇注优点:铁液上升速度快,不容易氧化:铁液对型腔的烘烤时间短,减小涂层开裂、脱落的可能性,减少铸件夹渣等缺陷的产生;防止出现浇不足、冷隔缺陷;使型腔内气压增大,迫使气体容易从铸型向外排出,铸件不容易产生气孔等孔洞类缺陷:铸件各部的温度差小,防止裂纹发生。
缺点:低强度类型的砂型易产生冲砂类缺陷,对于树脂砂等强度较高的砂型,影响较小:浇注系统的截面积有所增大,铸件工艺出品率有所降低。
3.合理浇铸时间的确定生产中常用浇注时间表示浇注速度。对铸件而言,浇注时间长,意味着浇注速度慢:反之,意味着浇注速度快。适宜的浇注时间应根据铸件质量、壁厚、结构、技术要求等综合考虑而定。表1为铸铁件浇注速度的一般原则。
浇注时间与铸件结构、材质、铸型条件、浇注温度等因素有关,每一个铸件都有一个合理的浇注时间与其对应。浇注时间无完善的计算公式,一般依据各种经验公式与图表及铸件质量来确定。浇注时间确定后,再按选择的截面比计算浇注系统各单元的截面积。